
 On a recent project we had the opportunity to work on an elementary school renovation that upgraded the chilled water plant. The new chilled water plant consisted of two new water cooled chillers, one new cooling tower, an existing air cooled chiller, and associated pumps. The chilled water plant is sequenced to operate in a constant primary configuration. We were contacted by the Engineer of Record (EOR) and Mechanical Contractor to assist with troubleshooting after both water cooled chillers failed factory start up. The main issue was that both chillers constantly lost condensing water flow during startup and the cause of the problem could not be determined.
On a recent project we had the opportunity to work on an elementary school renovation that upgraded the chilled water plant. The new chilled water plant consisted of two new water cooled chillers, one new cooling tower, an existing air cooled chiller, and associated pumps. The chilled water plant is sequenced to operate in a constant primary configuration. We were contacted by the Engineer of Record (EOR) and Mechanical Contractor to assist with troubleshooting after both water cooled chillers failed factory start up. The main issue was that both chillers constantly lost condensing water flow during startup and the cause of the problem could not be determined.
 Cleaning the Sump Pump Basin
Cleaning the Sump Pump Basin
The first issue that occurred with this new plant was that the new chillers would initially achieve condensing water flow but would then slowly drop below the minimum design requirement. We attempted to recreate the startup scenario on the condensing water system to determine the issue. After taking serval pressure drops among the condensing water piping and verifying the pumps curves to the submittal, it was determined there was a restriction on the entering side of the vertical lift pumps. Since these pumps utilized a sump basin, we concluded that trash and debris had gotten into the sump basin. We told the Mechanical Contractor that once the pumps energized, the trash would slowly be drawn and pulled to the end suction diffuser; we suggested they consider cleaning the sump basin. Once the debris was cleared from the basin, flow was re-verified on the chillers and condensing water pumps. Upon resolving this issue, another issue surfaced.
 Piping Configuration
Piping Configuration
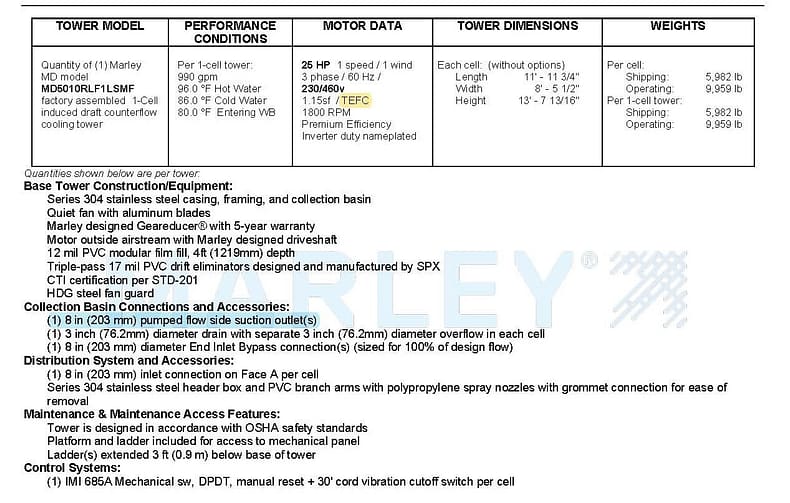
 When both condensing water pumps were operating, the collection basin of the induced draft counterflow cooling tower overflowed out of all the inlet louvers. We verified that manufacturer submittal and each condensing water pump were designed at 525 gallon per minute (GPM) and the cooling tower was designed at 990 GPM. Since the chillers were designed at 495 GPM, we made the necessary flow adjustments but unfortunately the collection basin continued to overflow (See Figure 1). Upon review of the manufacturer engineering data and specifications catalog, the GPM flow rate at which the collection basin could drain also depended on the connections of the condensing water pumps (See Figures 2 and 3). With this system utilizing vertical lift pumps and a sump basin, the collection basin would utilize gravity flow to drain the water from the collection basin. We compared the manufacturer submittal data and measured the actual discharge hole size at the bottom of the collection basin. The discharge opening of the collection basin was sized at 8”; however, when compared to the manufacturer engineering data and specifications chart it was indicated that this opening size would not be sufficient (See Figures 4 and 5).
When both condensing water pumps were operating, the collection basin of the induced draft counterflow cooling tower overflowed out of all the inlet louvers. We verified that manufacturer submittal and each condensing water pump were designed at 525 gallon per minute (GPM) and the cooling tower was designed at 990 GPM. Since the chillers were designed at 495 GPM, we made the necessary flow adjustments but unfortunately the collection basin continued to overflow (See Figure 1). Upon review of the manufacturer engineering data and specifications catalog, the GPM flow rate at which the collection basin could drain also depended on the connections of the condensing water pumps (See Figures 2 and 3). With this system utilizing vertical lift pumps and a sump basin, the collection basin would utilize gravity flow to drain the water from the collection basin. We compared the manufacturer submittal data and measured the actual discharge hole size at the bottom of the collection basin. The discharge opening of the collection basin was sized at 8”; however, when compared to the manufacturer engineering data and specifications chart it was indicated that this opening size would not be sufficient (See Figures 4 and 5).
 Per the chart, the maximum allowable GPM when utilizing bottom outlet gravity flow with an 8” discharge was 598 GPM. Since our design waterflow of the chillers and pumps were balanced to 990 GPM, we had a surplus of 392 GPM that the basin could not properly drain. This allowed the pumps to continue to fill the collection basin and caused the water to slowly fill until reaching the level of the inlet louvers. We contacted the EOR and Mechanical Contractor with our findings and suggested a method to correct without voiding the warranty of the new cooling tower (See Figure 6).
Per the chart, the maximum allowable GPM when utilizing bottom outlet gravity flow with an 8” discharge was 598 GPM. Since our design waterflow of the chillers and pumps were balanced to 990 GPM, we had a surplus of 392 GPM that the basin could not properly drain. This allowed the pumps to continue to fill the collection basin and caused the water to slowly fill until reaching the level of the inlet louvers. We contacted the EOR and Mechanical Contractor with our findings and suggested a method to correct without voiding the warranty of the new cooling tower (See Figure 6).
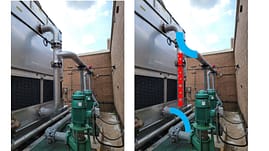
The cooling tower was also provided with an 8” side connection at the bottom of the collection basin. After making the necessary piping configuration changes, the Mechanical Contractor was able to also utilize this side connection, along with the gravity flow drain, to properly drain the tower when both chillers were utilized simultaneously. In conclusion, this was a unique opportunity to demonstrate our troubleshooting and technical skills for the EOR, Mechanical Contractor and Owner.
Written by Alvin Beddingfield, Jr.